Reversing Cold Reduction Mills:
Reduction mills has broadly 3 types of category, apart from other less popular mills:
What we choose 4Hi / 6Hi / 20Hi……..?

4-Hi Reversing Cold Reduction Mill
 Most Conventional & Popular Mill for Rolling up to 0.2mm Output Thickness from
Most Conventional & Popular Mill for Rolling up to 0.2mm Output Thickness from
Input strip thickness of 1.6 to 1.8mm (Provided all other features of Emulsion
parameters and Roll Force along with Rolls are within acceptable limits.)
With increase in Emulsion Performance and Roll Chemistry, even thinner Strip
Gauge at Output is possible.
Basic setting facility for strip gauge control is an electro – mechanical screw
down or, in modernized plants, a hydraulic roll positioning system.
The roll contour must cover a corresponding range of strip widths and strip
thicknesses in one rolling programme. These restrictions place high demands on
programme planning and in reference value presetting for the mills, as regards roll
contour, rolling force distribution etc.
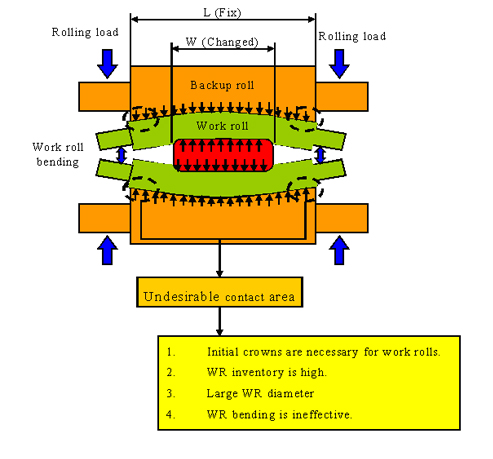
In the case of conventional four – high mills, work roll bending providing a way
setting to influence strip shape and flatness within limits is considered an
improvement on the rigid roll contour, in conjunction with an on – line flatness
measuring, a partial automation is possible. The basic limitations of the
conventional four – high mills, however, remain.
6-Hi Reversing Cold Reduction Mill
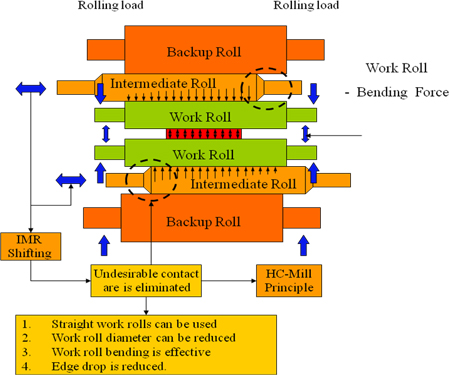
- Gives the work rolls adequate support at strip edges through the action of
the intermediate roll on the back- up roll so that strip shape can be
preselected. - Improves roll force distribution over the strip width and, installation and
positioning of the intermediate rolls enhance the effectively of work roll
bending system. - Improved strip flatness through positive and negative work roll and
intermediate roll bending. - Compensation of thermal crown by intermediate roll shifting.
- Simplified roll shop management
- Use of cylindrical rolls
- Requirement of lower rolling load
- Higher yield through reduction of scrap
- Reduced edge drop and edge crack
- Less strip cracking
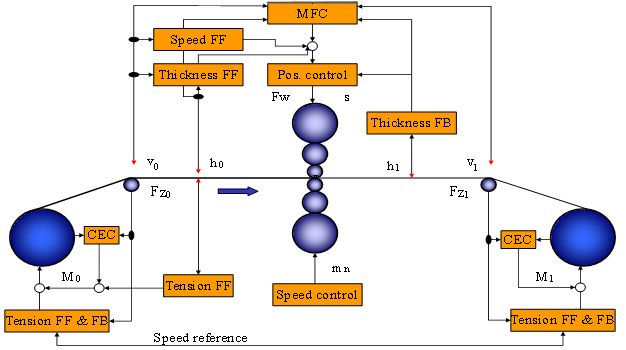
Comprehensive control scheme for the mill (FF: feedforward; FB: feedback;
CEC: coil eccentricity compensation; MFC: mass flow control)
20-High Cold Rolling Mill
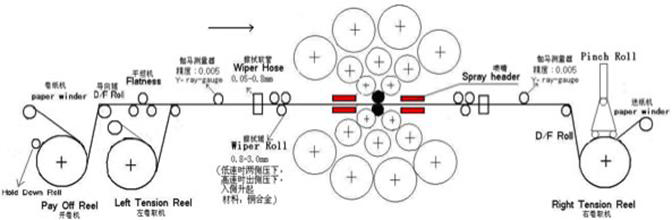 Feature Highlights of the 20-High Rolling Mill
Feature Highlights of the 20-High Rolling Mill
1. Wide range of thickness and width for different type of steel strips.
Thickness: 0.05-1.2 mm; width: 50 - 1250 mm.
Rolling Process Brief
The rolling process varies depending on customer's requirement for strip thickness.
For a thicker strip (typically, 0.7-1.2 mm), for example, it can be finished in one
round of rolling process with 5 to 7 passes. For a thinner strip, however, 2 to 3
rounds of rolling process are required to meet the criteria of finished products.
A Bright Annealing process is required between two rounds of rolling process.